閥門(mén)工件的三種典型加工方式利與弊
閥門(mén)、三通管件的加工目前最高效的三種方式
- 雙頭車(chē)床
- 三面鏜銑床
- 分度卡盤(pán)
不同的加工方式在實(shí)際應(yīng)用種各有利弊,,后面的文章我們會(huì)逐一分析,。
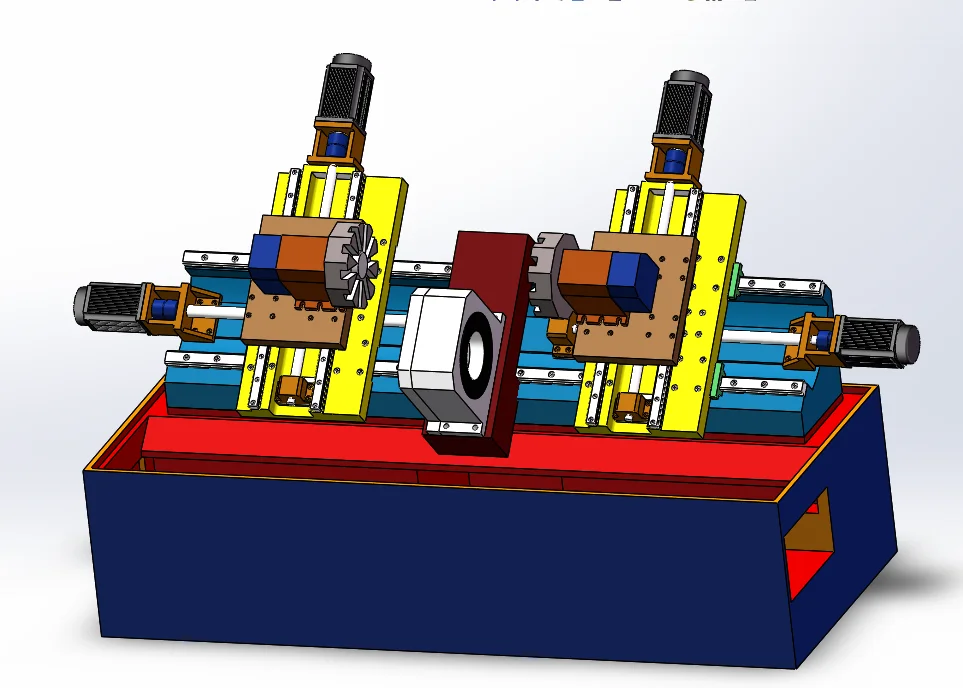
一,雙頭車(chē)床
優(yōu)點(diǎn):
- 對(duì)工件兩端同時(shí)車(chē)削,,取得更好的同軸度和加工效率,。
- 精度最高可達(dá)0.02mm
- 夾持速度快
- 加工表面粗糙度好
缺點(diǎn):
- 只能加工軸類(lèi)和管類(lèi)工件,無(wú)法像分度卡盤(pán)一樣完成多位置多角度的加工,。
- 受制于主軸夾座的夾持方式,,無(wú)法對(duì)大直徑工件進(jìn)行加工。
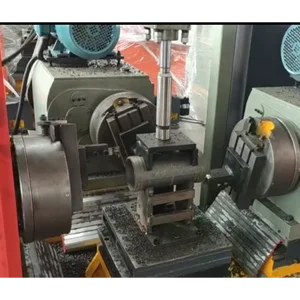
二,,三面鏜銑床
優(yōu)點(diǎn):
- 對(duì)工件三端同時(shí)車(chē)削,,取得更好的同軸度和加工效率。
- 加工范圍大
- 夾持速度快
缺點(diǎn):
- 適用于鑄鐵工件
- 粗糙度和精度較差
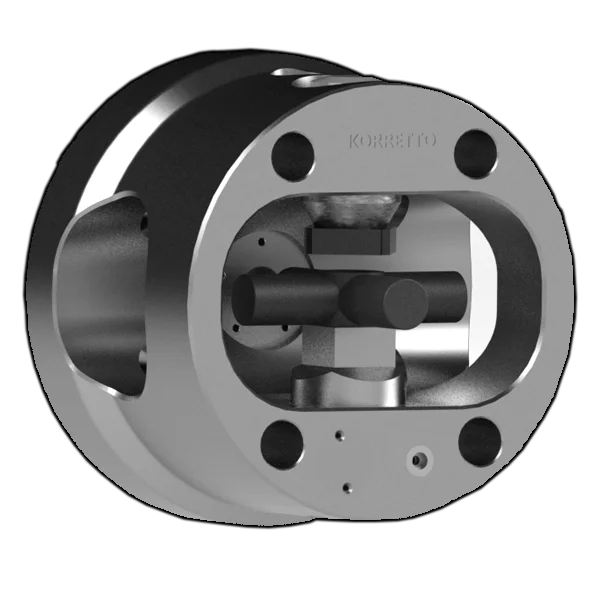
二,,分度卡盤(pán)
優(yōu)點(diǎn):
- 加工精度高,,加工面粗糙度好
- 轉(zhuǎn)位精度最高可達(dá)0.003度
- 夾持速度快
- 可兼容各種工件
- 改造成本低,適配幾乎所有數(shù)控車(chē)床,,可直接改造,,無(wú)需購(gòu)入新設(shè)備。
缺點(diǎn):
- 不能同時(shí)加工多個(gè)位置,,每個(gè)位置加工完成后自動(dòng)旋轉(zhuǎn)到下一個(gè)加工位置,,轉(zhuǎn)位有幾秒轉(zhuǎn)位時(shí)間。
上述三種加工方式有各自適合的工件和領(lǐng)域,,如需詳細(xì)了解請(qǐng)聯(lián)系我們的售前工程師咨詢(xún),。
