Three Typical Machining Methods for Valve Workpieces: Pros and Cons
The three most efficient methods for machining valve and tee pipe fittings
•Double-Axis lathe
•Three-face boring and milling machines
•Indexing chucks
Different machining methods have their own advantages and disadvantages in practical applications, which we will analyze one by one in the following article.
Double-Axis lathe
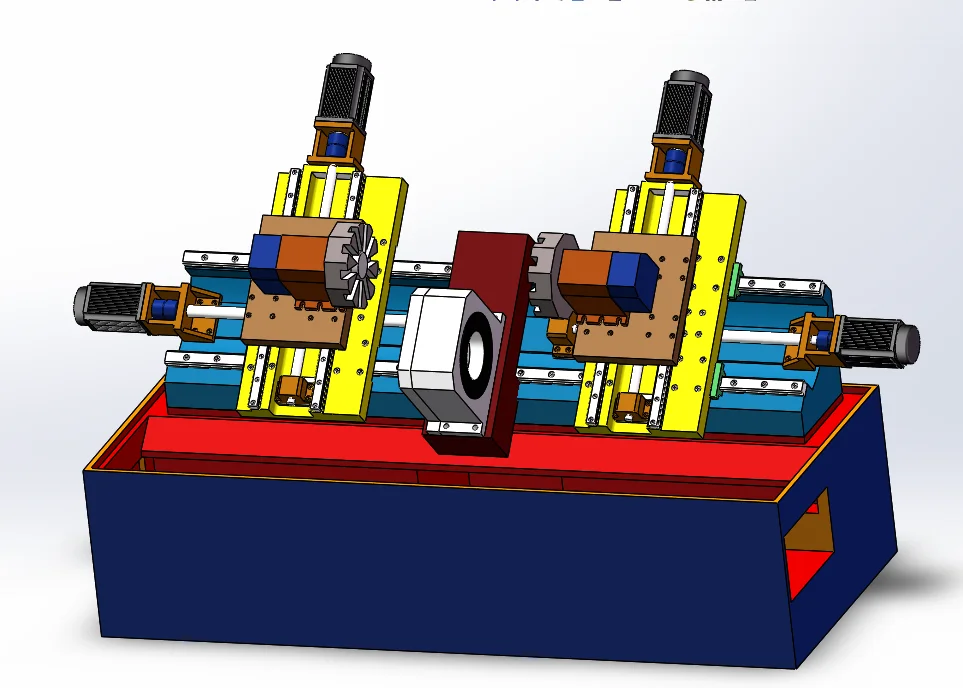
Advantages:
•Simultaneous turning of both ends of the workpiece achieves better coaxiality and machining efficiency.
•Accuracy up to 0.02mm.
•High machining speed.
•Good surface finish.
Disadvantages:
•Can only process shaft and pipe-type workpieces; it cannot perform multi-position and multi-angle machining like indexing chucks.
•Limited by the spindle chucking method, it cannot process large-diameter workpieces.
Three-face boring and milling machines
Advantages:
•Simultaneous turning of three ends of the workpiece achieves better coaxiality and machining efficiency.
•Large machining range.
•High machining speed.
Disadvantages:
•Suitable for cast iron workpieces..
•Poor roughness and precision.
Indexing Chuck

Advantages:
•High machining precision and good surface roughness.
•ndexing accuracy up to 0.003 degrees.
•High machining speed.
•Compatible with various workpieces.
•Low modification cost, adaptable to almost all CNC lathes, and can be directly retrofitted without purchasing new equipment.
Disadvantages:
•Cannot machine multiple positions simultaneously; each position must be completed before automatically indexing to the next, with a few seconds of indexing time.