案例&分享

后拉式液壓卡盤的應(yīng)用案例
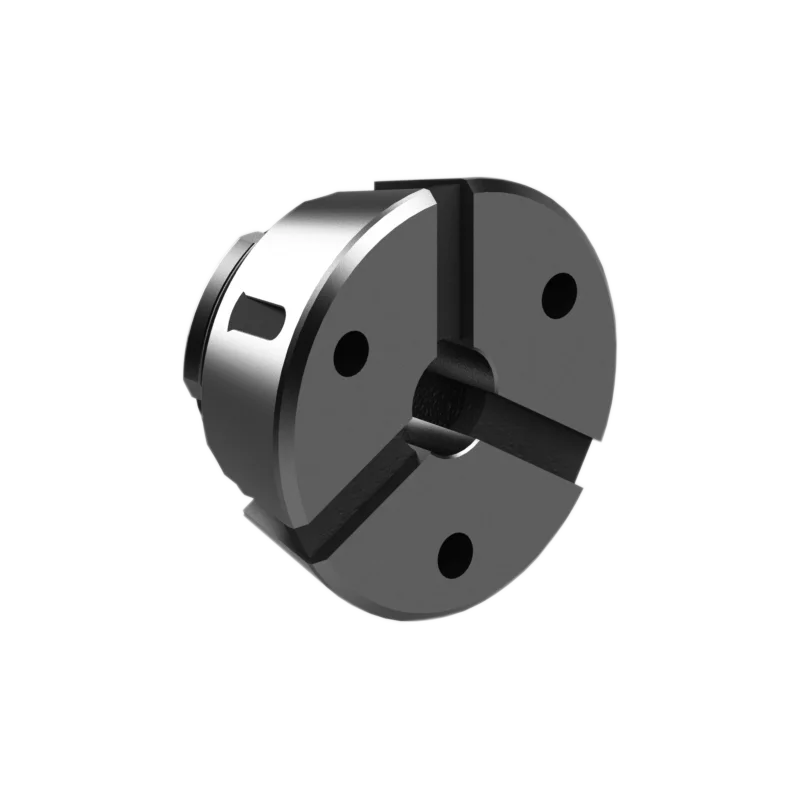
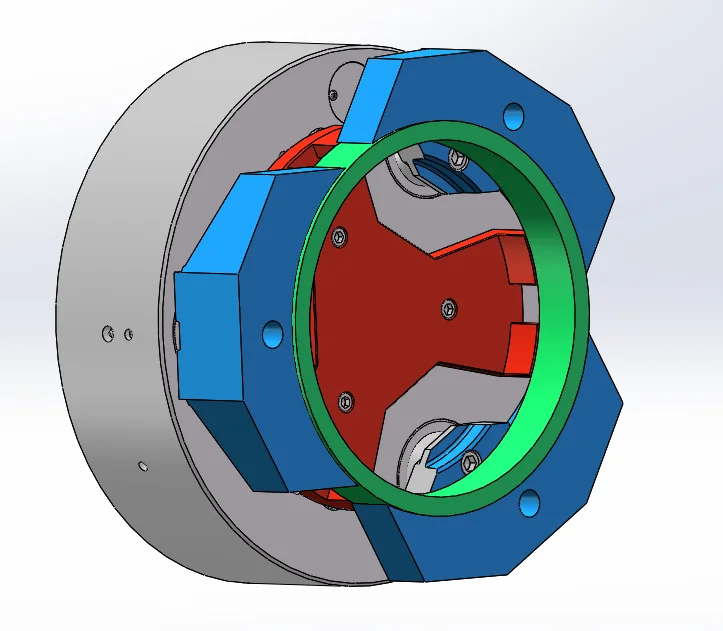
客戶工件為薄壁環(huán)類工件,,易夾持變形,,且對(duì)端面定位要求較高,,因此卡盤本體選用后拉式液壓卡盤,。
- 卡爪夾緊工件同時(shí) 將工件后拉,,使工件 端面貼近定位工裝,。
- 卡爪扇形設(shè)計(jì),分散徑向夾緊力對(duì)工件的壓力,。
客戶工件為薄壁環(huán)類工件,,易夾持變形,,且對(duì)端面定位要求較高,,因此卡盤本體選用后拉式液壓卡盤,。

/IMG_9574.JPG)